



Lasersvejsninger en ny type svejsemetode.Lasersvejsninger primært rettet mod svejsning af tyndvæggede materialer og præcisionsdele. Den kan udføre punktsvejsning, stumpsvejsning, staksvejsning, tætningssvejsning osv. Dens egenskaber er: højt aspektforhold, sømbredden er lille, den varmepåvirkede zone er lille, deformationen er lille, og svejsehastigheden er hurtig. Svejsesømmen er glat og smuk, og der kræves ingen behandling eller kun simple behandlingsprocedurer efter svejsning. Svejsekvaliteten er høj, og der er ingen porer. Urenheder i basismetallet kan reduceres og optimeres. Strukturen kan forfines efter svejsning. Svejsningens styrke og sejhed er mindst lig med eller endda overstiger basismetallets. Den kan styres præcist, den fokuserede lysplet er lille, den kan placeres med høj præcision, og det er let at realisere automatisering. Kan opnå svejsning mellem visse forskellige materialer.
LasersvejsningUdnytter laserstrålens fremragende retningsevne og høje effekttæthed til at virke. Laserstrålen fokuseres på et lille område gennem det optiske system og danner en meget koncentreret varmekilde i det svejsede område på meget kort tid. Området, så det objekt, der skal svejses, smelter og danner et stærkt svejsepunkt og en svejsesøm. Lasersvejsning: stort aspektforhold; høj hastighed og høj præcision; lille varmetilførsel og lille deformation; berøringsfri svejsning; ikke påvirket af magnetfelter og intet behov for støvsugning.
2. Lasersvejsning med svejsetråd
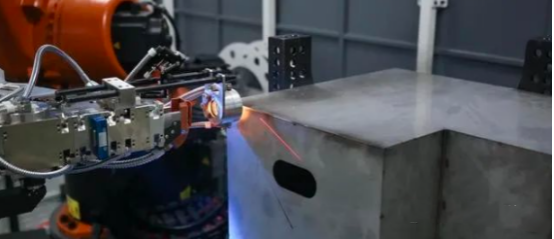
Lasersvejsning af svejsetrådrefererer til en metode til forfyldning af specifikke svejsematerialer i svejsningen og derefter smeltning af dem med laserbestråling eller fyldning af svejsematerialerne under laserbestråling for at danne en svejset samling. Sammenlignet med svejsning uden fyldtråd løser lasersvejsning med fyldtråd problemet med strenge krav til emnebearbejdning og samling; den kan svejse tykkere og større dele med lavere effekt; ved at justere fyldtrådens sammensætning kan svejseområdets strukturelle egenskaber kontrolleres.

3. Lasersvejsning med fly
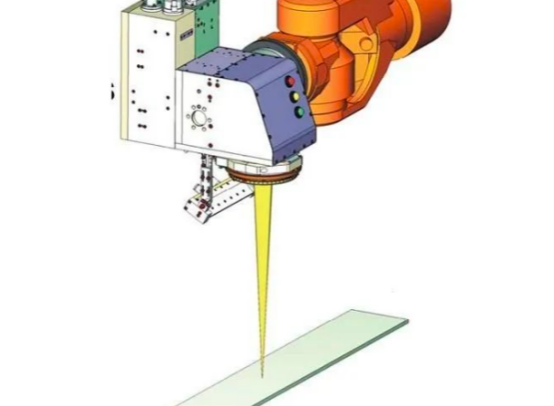
Fjernlasersvejsningrefererer til en lasersvejsemetode, der bruger et højhastigheds-scanningsgalvanometer til lange arbejdsafstande. Den har høj positioneringsnøjagtighed, kort svejsetid, hurtig svejsehastighed og høj effektivitet; den vil ikke forstyrre svejsefiksturen og har mindre forurening af optiske linser; svejsninger af enhver form kan tilpasses for at optimere strukturel styrke osv. Generelt har svejsesømmen ingen gasbeskyttelse, og sprøjtet er stort. Den bruges mest i tynde højstyrkestålplader, galvaniserede stålplader og andre produkter såsom karosseripaneler.
4. Laserlodning
Laserstrålen, der udsendes af lasergeneratoren, fokuseres på overfladen af svejsetråden og opvarmes, hvilket får svejsetråden til at smelte (basismetallet smelter ikke), fugte basismetallet, fylde samlingsspalten og kombineres med basismetallet for at danne en svejsning for at opnå en god forbindelse.
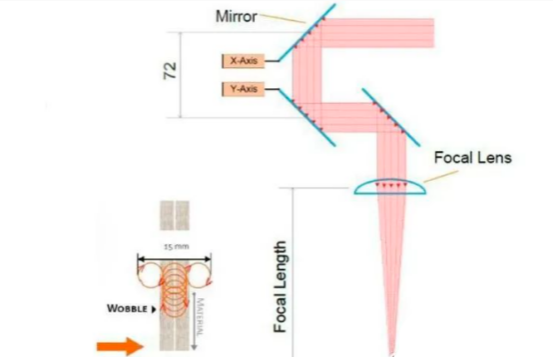
Ved at svinge den indvendige reflekterende linse på svejsehovedet styres laserens svingning for at omrøre svejsebadet, fremme gasoverløb fra badet og forfine kornene. Samtidig kan det også reducere lasersvejsningens følsomhed over for det indkommende materialespalte. Særligt velegnet til svejsning af aluminiumlegeringer, kobber og forskellige materialer.
6. Lasersvejsning med hybridbue
Laserbuehybridsvejsningkombinerer to laser- og lysbuevarmekilder med helt forskellige fysiske egenskaber og energitransmissionsmekanismer for at danne en ny og effektiv varmekilde. Funktioner ved hybridsvejsning: 1. Sammenlignet med lasersvejsning forbedres brodannelsesevnen, og strukturen forbedres. 2. Sammenlignet med lysbuesvejsning er deformationen lille, svejsehastigheden høj, og indtrængningsdybden stor. 3. Udnyt styrkerne ved hver varmekilde og kompenser for deres respektive mangler, 1+1>2.

Opslagstidspunkt: 25. oktober 2023











