



Selvom ultrahurtige lasere har eksisteret i årtier, er industrielle anvendelser vokset hurtigt i de seneste to årtier. I 2019 var markedsværdien af ultrahurtigelasermaterialeforarbejdningsomkostningerne var cirka 460 millioner USD, med en sammensat årlig vækstrate på 13 %. Anvendelsesområder, hvor ultrahurtige lasere med succes er blevet brugt til at forarbejde industrielle materialer, omfatter fremstilling og reparation af fotomasker i halvlederindustrien samt siliciumudskæring, glasskæring/ribning og (indiumtinoxid) ITO-filmfjernelse i forbrugerelektronik såsom mobiltelefoner og tablets, stempleteksturering til bilindustrien, fremstilling af koronarstent og fremstilling af mikrofluidiske enheder til den medicinske industri.

01 Fremstilling og reparation af fotomasker i halvlederindustrien
Ultrahurtige lasere blev brugt i en af de tidligste industrielle anvendelser inden for materialeforarbejdning. IBM rapporterede anvendelsen af femtosekund laserablation i fotomaskeproduktion i 1990'erne. Sammenlignet med nanosekund laserablation, som kan producere metalsprøjt og glasskader, viser femtosekund lasermasker ingen metalsprøjt, ingen glasskader osv. Fordelene. Denne metode bruges til at producere integrerede kredsløb (IC'er). Produktion af en IC-chip kan kræve op til 30 masker og koste >$100.000. Femtosekund laserbehandling kan behandle linjer og punkter under 150 nm.
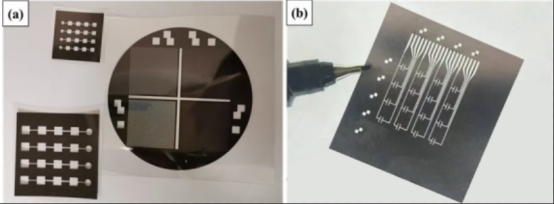
Figur 1. Fremstilling og reparation af fotomasker
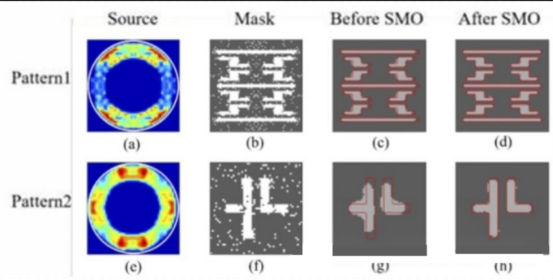
Figur 2. Optimeringsresultater af forskellige maskemønstre til ekstrem ultraviolet litografi
02 Siliciumskæring i halvlederindustrien
Udskæring af siliciumwafere er en standardfremstillingsproces i halvlederindustrien og udføres typisk ved hjælp af mekanisk udskæring. Disse skærehjul udvikler ofte mikrorevner og er vanskelige at skære tynde (f.eks. tykkelse < 150 μm) wafere i. Laserskæring af siliciumwafere har været brugt i halvlederindustrien i mange år, især til tynde wafere (100-200 μm), og udføres i flere trin: laserrillning, efterfulgt af mekanisk separation eller stealth-skæring (dvs. infrarød laserstråle inde i siliciumrissen) efterfulgt af mekanisk tapeseparation. Nanosekundpulslaseren kan behandle 15 wafere i timen, og picosekundlaseren kan behandle 23 wafere i timen med højere kvalitet.
03 Glasskæring/-ridsning i forbrugselektronikindustrien
Berøringsskærme og beskyttelsesglas til mobiltelefoner og bærbare computere bliver tyndere, og nogle geometriske former er buede. Dette gør traditionel mekanisk skæring vanskeligere. Typiske lasere producerer typisk dårlig skærekvalitet, især når disse glasskærme er stablet i 3-4 lag, og det øverste 700 μm tykke beskyttelsesglas er hærdet, hvilket kan gå i stykker ved lokal belastning. Ultrahurtige lasere har vist sig at være i stand til at skære disse glas med bedre kantstyrke. Til skæring af store fladskærme kan femtosekundlaseren fokuseres på bagsiden af glaspladen og ridse indersiden af glasset uden at beskadige forsiden. Glasset kan derefter knækkes ved hjælp af mekaniske eller termiske midler langs det rillede mønster.
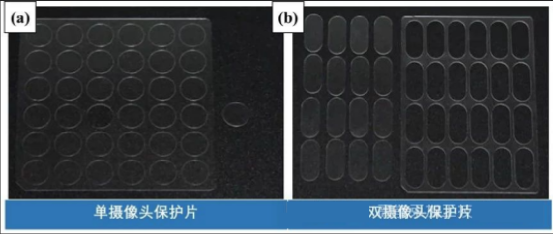
Figur 3. Ultrahurtig pikosekunderlaserskæring af specialformede glastyper
04 Stempelteksturer i bilindustrien
Letvægtsbilmotorer er lavet af aluminiumlegeringer, som ikke er så slidstærke som støbejern. Undersøgelser har vist, at femtosekundlaserbehandling af bilstempler kan reducere friktion med op til 25%, fordi snavs og olie effektivt kan opbevares.

Figur 4. Femtosekundlaserbehandling af bilmotorstempler for at forbedre motorens ydeevne
05 Fremstilling af koronarstenter i den medicinske industri
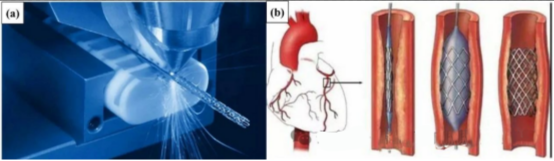
Millioner af koronarstenter implanteres i kroppens koronararterier for at åbne en kanal, så blod kan strømme ind i ellers tilstoppede kar, hvilket redder millioner af liv hvert år. Koronarstenter er typisk lavet af metaltrådsnet (f.eks. rustfrit stål, nikkel-titanium-formhukommelseslegering eller mere nyligt kobolt-kromlegering) med en stiverbredde på cirka 100 μm. Sammenlignet med langpulslaserskæring er fordelene ved at bruge ultrahurtige lasere til at skære beslag høj skærekvalitet, bedre overfladefinish og mindre snavs, hvilket reducerer omkostningerne til efterbehandling.
06 Fremstilling af mikrofluidiske enheder til den medicinske industri
Mikrofluidiske enheder anvendes almindeligvis i den medicinske industri til sygdomstestning og -diagnose. Disse fremstilles typisk ved mikrosprøjtestøbning af individuelle dele og derefter limning ved hjælp af limning eller svejsning. Ultrahurtig laserfremstilling af mikrofluidiske enheder har den fordel, at den producerer 3D-mikrokanaler i transparente materialer såsom glas uden behov for forbindelser. Én metode er ultrahurtig laserfremstilling inde i et bulkglas efterfulgt af vådkemisk ætsning, og en anden er femtosekund laserablation inde i glas eller plast i destilleret vand for at fjerne snavs. En anden tilgang er at bearbejde kanaler i glasoverfladen og forsegle dem med et glasdæksel via femtosekund lasersvejsning.
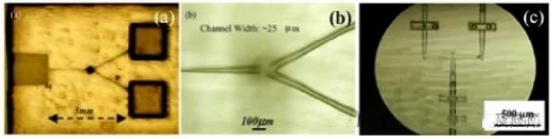
Figur 6. Femtosekundlaserinduceret selektiv ætsning til fremstilling af mikrofluidiske kanaler inde i glasmaterialer
07 Mikroboring af injektordyse
Femtosekund lasermikrohulsbearbejdning har erstattet mikro-EDM hos mange virksomheder på markedet for højtryksinjektorer på grund af større fleksibilitet i ændring af flowhulsprofiler og kortere bearbejdningstider. Muligheden for automatisk at styre fokuspositionen og hældningen af strålen gennem et præcesserende scanningshoved har ført til design af aperturprofiler (f.eks. tønde, flare, konvergens, divergens), der kan fremme forstøvning eller penetration i forbrændingskammeret. Boretiden afhænger af ablationsvolumenet, med en boretykkelse på 0,2-0,5 mm og en huldiameter på 0,12-0,25 mm, hvilket gør denne teknik ti gange hurtigere end mikro-EDM. Mikroboring udføres i tre faser, herunder skrubdrejning og sletbearbejdning af gennemgående pilothuller. Argon bruges som hjælpegas til at beskytte borehullet mod oxidation og til at beskytte det endelige plasma i de indledende faser.
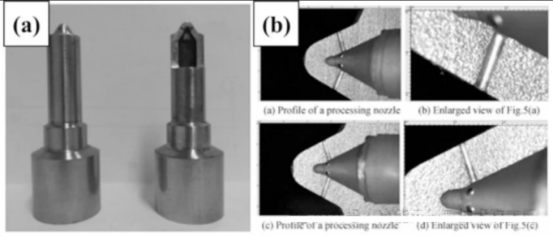
Figur 7. Femtosekundlaser højpræcisionsbehandling af inverteret konisk hul til dieselmotorinjektor
08 Ultrahurtig laserteksturering
I de senere år er mikrobearbejdning gradvist blevet et fokusområde for forskere for at forbedre bearbejdningsnøjagtigheden, reducere materialeskader og øge bearbejdningseffektiviteten. Ultrahurtig laser har forskellige bearbejdningsfordele, såsom lav skade og høj præcision, hvilket er blevet fokus for at fremme udviklingen af bearbejdningsteknologi. Samtidig kan ultrahurtige lasere virke på en række forskellige materialer, og laserbearbejdning af materialeskader er også en vigtig forskningsretning. Ultrahurtig laser bruges til at ablatere materialer. Når laserens energitæthed er højere end materialets ablationstærskel, vil overfladen af det ablaterede materiale vise en mikronanostruktur med visse egenskaber. Forskning viser, at denne specielle overfladestruktur er et almindeligt fænomen, der opstår ved laserbearbejdning af materialer. Fremstilling af overflademikronanostrukturer kan forbedre selve materialets egenskaber og også muliggøre udvikling af nye materialer. Dette gør fremstilling af overflademikronanostrukturer ved hjælp af ultrahurtig laser til en teknisk metode med vigtig udviklingsmæssig betydning. I øjeblikket kan forskning i ultrahurtig laseroverfladeteksturering for metalmaterialer forbedre metaloverfladefugtningsegenskaber, forbedre overfladefriktion og slidegenskaber, forbedre belægningers vedhæftning samt retningsbestemt proliferation og vedhæftning af celler.
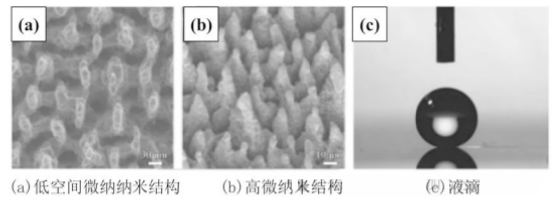
Figur 8. Superhydrofobe egenskaber ved laserforberedt siliciumoverflade
Som en banebrydende behandlingsteknologi har ultrahurtig laserbehandling karakteristika som en lille varmepåvirket zone, ikke-lineær interaktionsproces med materialer og behandling med høj opløsning ud over diffraktionsgrænsen. Den kan realisere mikro-nanobehandling af forskellige materialer af høj kvalitet og høj præcision samt fremstilling af tredimensionel mikro-nanostruktur. Laserfremstilling af specielle materialer, komplekse strukturer og specielle enheder åbner nye veje for mikro-nanofremstilling. I øjeblikket er femtosekundlaser blevet meget anvendt inden for mange banebrydende videnskabelige områder: femtosekundlaser kan bruges til at forberede forskellige optiske enheder, såsom mikrolinsearrays, bioniske sammensatte øjne, optiske bølgeledere og metasurfacer; ved hjælp af dens høje præcision, høje opløsning og tredimensionelle behandlingskapaciteter kan femtosekundlaser forberede eller integrere mikrofluidiske og optofluidiske chips såsom mikrovarmerkomponenter og tredimensionelle mikrofluidiske kanaler; Derudover kan femtosekundlaser også fremstille forskellige typer overflademikronanostrukturer for at opnå antirefleksion, antirefleksion, superhydrofob, anti-isning og andre funktioner. Ikke nok med det, femtosekundlaser er også blevet anvendt inden for biomedicin og viser fremragende ydeevne inden for områder som biologiske mikrostenter, cellekultursubstrater og biologisk mikroskopisk billeddannelse. Brede anvendelsesmuligheder. I øjeblikket udvides anvendelsesområderne for femtosekundlaserbehandling år for år. Ud over de ovennævnte mikrooptik, mikrofluidik, multifunktionelle mikronanostrukturer og biomedicinske tekniske applikationer spiller den også en stor rolle inden for nogle nye områder, såsom metasurfaceforberedelse, mikronanofremstilling og multidimensionel optisk informationslagring osv.
Opslagstidspunkt: 17. april 2024











