



01 Hvad er ensvejset samling
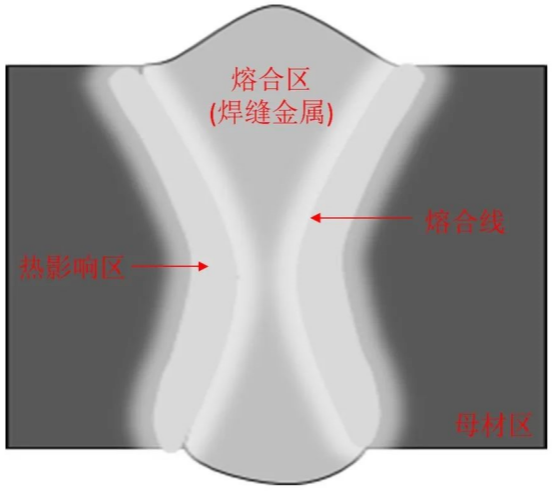
En svejset samling refererer til en samling, hvor to eller flere emner er forbundet ved svejsning. Svejsesamlingen ved smeltesvejsning dannes ved lokal opvarmning fra en højtemperaturvarmekilde. Svejsesamlingen består af en smeltezone (svejsezone), smeltelinje, varmepåvirket zone og basismetalzone, som vist på figuren.
02 Hvad er en stødfuge
En almindeligt anvendt svejsestruktur er en samling, hvor to sammenkoblede dele svejses i samme plan eller bue i samlingens midterplan. Egenskaberne er ensartet opvarmning, ensartet kraft og let sikring af svejsekvaliteten.
03 Hvad er ensvejsespor
For at sikre indtrængningen og kvaliteten af svejsede samlinger og reducere svejsedeformation, forbehandles samlingerne af svejsede dele generelt til forskellige former før svejsning. Forskellige svejseriller er egnede til forskellige svejsemetoder og svejsetykkelser. Almindelige rilleformer omfatter: I-formet, V-formet, U-formet, ensidig V-formet osv., som vist på figuren.
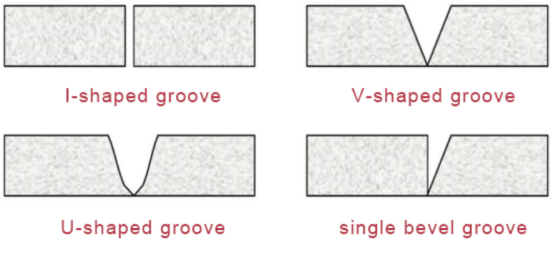
Almindelige sporformer af stødsamlinger
04 Indflydelsen af stødfugens notform påLasersvejsning af kompositmaterialer
Efterhånden som tykkelsen af det svejsede emne øges, bliver det ofte mere komplekst at opnå ensidet svejsning og dobbeltsidet formning af mellemtykke og tykke plader (lasereffekt <10 kW). Normalt skal der anvendes forskellige svejsestrategier, såsom at designe passende notformer eller reservere bestemte dockinggab, for at opnå svejsning af mellemtykke og tykke plader. Ved faktisk produktionssvejsning vil reservation af dockinggab dog øge vanskeligheden ved svejsning af fiksturer. Derfor bliver notens design afgørende under svejseprocessen. Hvis notdesignet ikke er rimeligt, vil svejsningens stabilitet og effektivitet blive negativt påvirket, og det øger også risikoen for svejsefejl.
(1) Rilleformen påvirker direkte svejsesømmens kvalitet. Et passende rilledesign kan sikre, at svejsetrådens metal fyldes helt ind i svejsesømmen, hvilket reducerer forekomsten af svejsefejl.
(2) Rillens geometriske form påvirker den måde, varme overføres på, hvilket bedre kan lede varmen, opnå en mere ensartet opvarmning og afkøling og bidrage til at undgå termisk deformation og restspænding.
(3) Rilleformen vil påvirke svejsesømmens tværsnitsmorfologi, og det vil føre til, at svejsesømmens tværsnitsmorfologi er mere i overensstemmelse med specifikke krav, såsom svejseindtrængningsdybde og -bredde.
(4) En passende rilleform kan forbedre svejsestabiliteten og reducere ustabile fænomener under svejseprocessen, såsom stænk og underskæringsfejl.
Som vist i figur 3 har forskere fundet ud af, at brug af laserbuekompositsvejsning (lasereffekt 4 kW) kan fylde sporet i to lag og to passager, hvilket effektivt forbedrer svejseeffektiviteten. En defektfri svejsning af 20 mm tyk MnDR blev opnået ved hjælp af en trelags laserbuekompositsvejsning (lasereffekt på 6 kW). Laserbuekompositsvejsning blev brugt til at svejse 30 mm tykt lavkulstofstål i flere lag og passager, og tværsnitsmorfologien af den svejsede samling var stabil og god. Derudover har forskere fundet ud af, at bredden af rektangulære spor og vinklen af Y-formede spor har en betydelig indflydelse på den rumlige begrænsningseffekt. Når bredden af den rektangulære spor er≤4 mm, og vinklen på den Y-formede rille er≤60 °, viser svejsesømmens tværsnitsmorfologi centrale revner og sidevægshak, som vist på figuren.
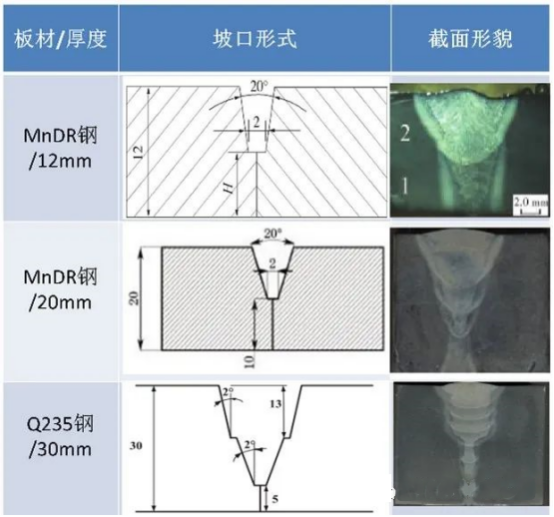
Effekten af sporform på tværsnitsmorfologien af svejsninger
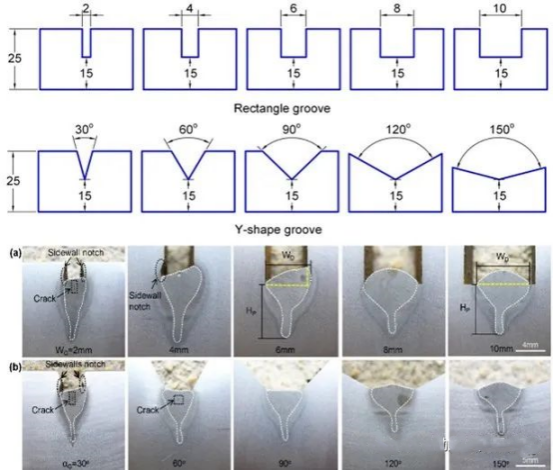
Indflydelsen af notbredde og -vinkel på tværsnitsmorfologien af svejsninger
05 Resumé
Valget af rilleform skal tage hensyn til kravene til svejseopgaven, materialeegenskaber og egenskaberne ved laserbuekompositsvejseprocessen. Korrekt rilledesign kan forbedre svejseeffektiviteten og reducere risikoen for svejsefejl. Derfor er valg og design af rilleform en nøglefaktor før laserbuekompositsvejsning af mellemtykke og tykke plader.
Opslagstidspunkt: 8. november 2023











