



Laserbuehybridsvejsningg er en lasersvejsemetode, der kombinerer laserstråle og lysbue til svejsning. Kombinationen af laserstråle og lysbue demonstrerer fuldt ud den betydelige forbedring af svejsehastighed, indtrængningsdybde og processtabilitet. Siden slutningen af 1980'erne har den kontinuerlige udvikling af højtydende lasere fremmet udviklingen af hybridlasersvejseteknologi. Problemer som materialetykkelse, materialereflektionsevne og evne til at bygge bro over mellemrum er ikke længere hindringer for svejseteknologien. Den er blevet anvendt med succes til svejsning af mellemtykke materialedele.
Laserbue hybrid svejsningsteknologi
I laserbuesvejseprocessen interagerer laserstrålen og buen i et fælles smeltebad for at producere smalle og dybe svejsninger, hvorved produktiviteten forbedres, som vist i figur 1.
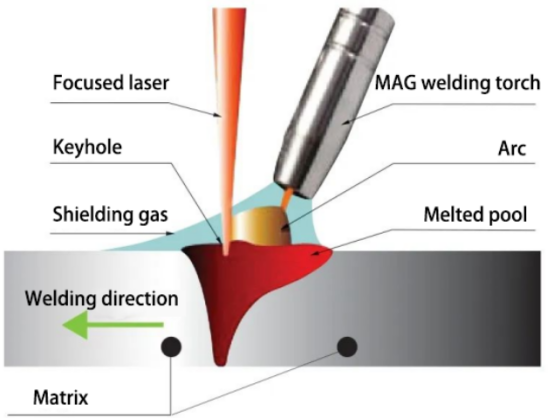
Figur 1. Skema over laserbuehybridsvejsningsproces
Grundlæggende principper for laserbuehybridsvejsning
Lasersvejsning er kendt for sin meget smalle varmepåvirkede zone, og dens laserstråle kan fokuseres på et lille område for at producere smalle og dybe svejsninger, hvilket kan opnå højere svejsehastigheder, hvorved varmetilførslen reduceres og risikoen for termisk deformation af svejsede dele reduceres. Lasersvejsning har imidlertid dårlig evne til at overbygge spalteåbninger, så høj præcision er påkrævet ved emnesamling og kantforberedelse. Lasersvejsning er meget vanskelig til svejsning af materialer med høj reflektionsevne såsom aluminium, kobber og guld. I modsætning hertil har lysbuesvejseprocessen fremragende evne til at overbygge spalteåbninger, høj elektrisk effektivitet og kan effektivt svejse materialer med høj reflektionsevne. Den lave energitæthed under lysbuesvejsning forsinker imidlertid svejseprocessen, hvilket resulterer i en stor mængde varmetilførsel i svejseområdet og forårsager termisk deformation af svejsede dele. Derfor er brugen af en højtydende laserstråle til dyb penetrationssvejsning og synergien af en lysbue med høj energieffektivitet, hvis hybrideffekt kompenserer for processens mangler og supplerer dens fordele, som vist i figur 2.
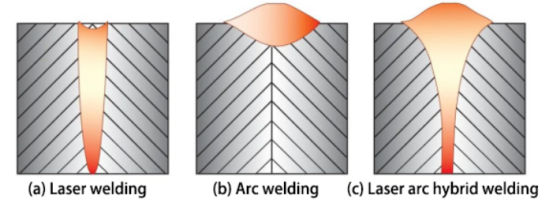
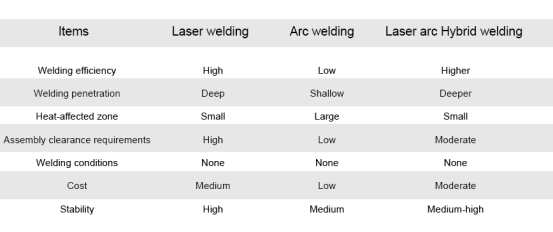
Ulemperne ved lasersvejsning er dårlig evne til at bygge bro over mellemrum og høje krav til emnesamling; ulemperne ved lysbuesvejsning er lav energitæthed og lav smeltedybde ved svejsning af tykke plader, hvilket genererer en stor mængde varmetilførsel i svejseområdet og forårsager termisk deformation af svejsede dele. Kombinationen af de to kan påvirke og understøtte hinanden og kompensere for manglerne i hinandens svejseproces, hvilket giver fuld udnyttelse af fordelene ved laserdybsmeltning og lysbuesvejsning, hvilket opnår fordelene ved lille varmetilførsel, lille svejsedeformation, hurtig svejsehastighed og høj svejsestyrke, som vist i figur 3. Sammenligningen af virkningerne af lasersvejsning, lysbuesvejsning og laserlysbuehybridsvejsning på mellemtykke og tykke plader er vist i tabel 1.
Tabel 1 Sammenligning af svejseeffekter af mellemtykke og tykke plader
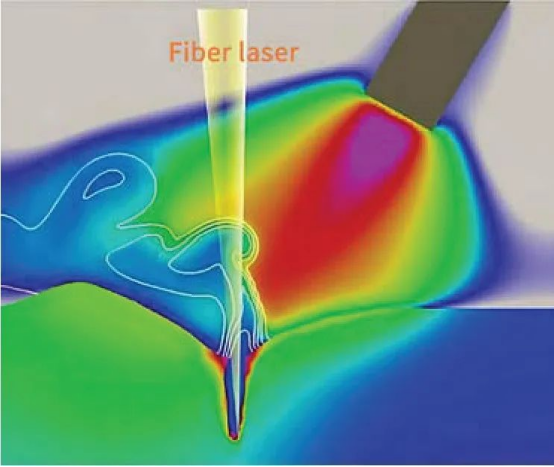
Figur 3 Diagram over laserbuehybridsvejsningsproces
Mavenlaser hybridbuesvejsekasse
Mavenlaser buehybridsvejseudstyr består hovedsageligt af enRobotarm, en laser, en køler, ensvejsehoved, en strømkilde til lysbuesvejsning osv., som vist i figur 4.

Anvendelsesområder og udviklingstendenser inden for laserbuehybridsvejsning
Anvendelsesfelter
Efterhånden som højtydende laserteknologi modnes, er laserbuehybridsvejsning blevet meget udbredt inden for forskellige områder. Det har fordelene ved høj svejseeffektivitet, høj spaltetolerance og dyb svejseindtrængning. Det er den foretrukne svejsemetode til mellemtykke og tykke plader. Det er også en svejsemetode, der kan erstatte traditionel svejsning inden for storskalaudstyrsproduktion. Det er meget udbredt inden for industrielle områder som ingeniørmaskiner, broer, containere, rørledninger, skibe, stålkonstruktioner og tung industri.

Opslagstidspunkt: 07. juni 2024











